




更新时间:2026-04-20 15:10:35 ip归属地:庆阳,天气:多云转小雨,温度:1-15 浏览次数:2 公司名称: 飞龙金属材料(庆阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 304不锈钢 |
| 产地 | 山东 |
| 类型 | 不锈钢护栏 |
| 颜色 | 喷塑 |
| 可定制 | 是 |
| 范围 | 复合管304栏杆防撞护栏多少钱一米价格咨询供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县等区域。 |




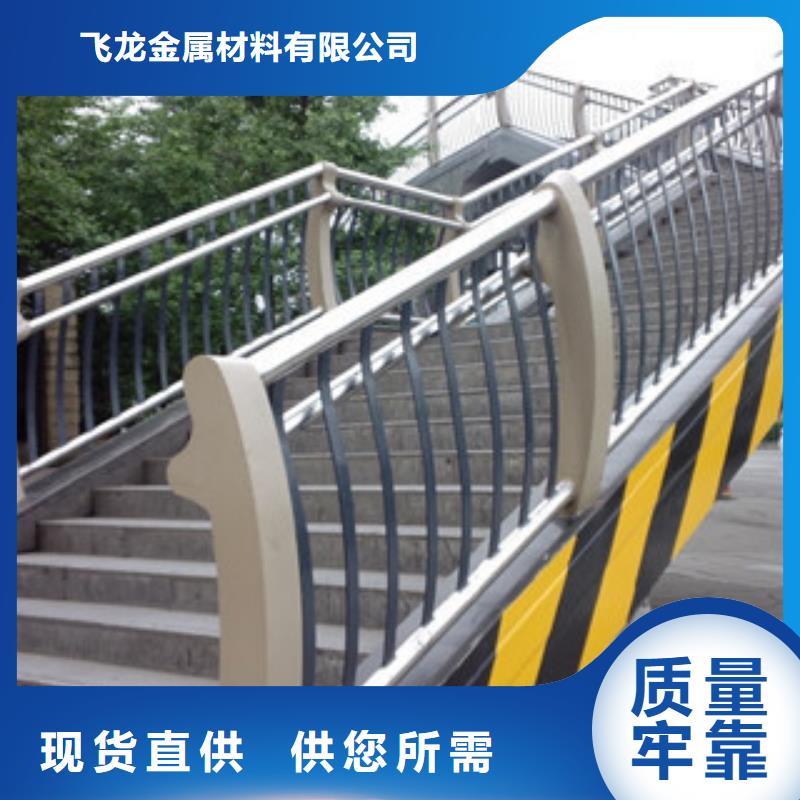
飞龙金属材料(庆阳市分公司)主要生产: 桥梁防撞护栏产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 桥梁防撞护栏产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 桥梁防撞护栏产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!


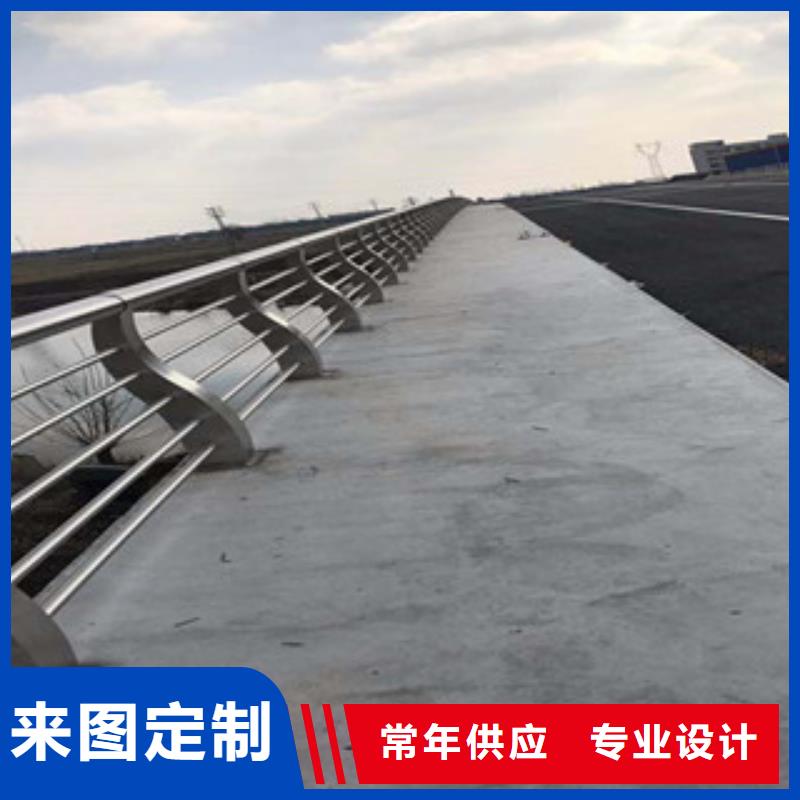
桥梁上的栏杆的尺寸应满足栏杆高度的相关规范 《民用建筑设计通则》 (一) 民用建筑设计通则》 GB 50352—2005) 《民用建筑设计通则 (GB 50352—2005) ( 6.6.3:阳台、外廊、室内回廊、内天井、上人屋面及室外楼梯等临空处 应设置防护栏杆,并应符合下列规定:
栏杆应以坚固、耐久的材料制作,并能承受荷载规范规定的水平荷载;
临空高度在 24m 以下时, 栏杆高度不应低于 1.05m, 临空高度在 24m 及 24m 以上(包括中高层住宅)时,栏杆高度不应低于 1.10m; 注:栏杆高度应从楼地面或屋面至栏杆扶手顶面垂直高度计算,如底部有宽 度大于或等于 0.22m,且高度低于或等于 0.45m 的可踏部位,应从可踏部位顶面 起计算。
栏杆离楼面或屋面 0.10m 高度内不宜留空;
住宅、托儿所、幼儿园、中小学及少年儿童专用活动场所的栏杆必须采用 防止少年儿童攀登的构造,当采用垂直杆件做栏杆时,其杆件净距不应大于 0.11m;
文化娱乐建筑、商业服务建筑、体育建筑、园林景观建筑等允许少年儿童 进入活动的场所,当采用垂直杆件做栏杆时,其杆件净距也不应大于 0.11m。


道路隔离护栏,是中国城市道路隔离的新一代环保产品。该产品是安装简便,是一种组装式铁丝网,可自由组合,损坏后可快速局部拼装或更换。
道路中心隔离护栏,可分为临时护栏,京式护栏,城市护栏(可点击),在设计上保留了pvc护栏的简约风格,同时色彩亮丽,强度很高的优点。可用于道路施工的临时隔离,公路分流交通以及其他地方的分隔和防护功能。
道路中心隔离护栏,弥补了传统pvc护栏抗冲击性太差,易破损,易老化等缺点,具有美观大方,清晰明朗,色泽明亮、坚固耐用,使用寿命长,美观大方等优点,是新一代城市道路隔离产品的 。
道路中心隔离护栏的常用规格
钢管表面采用先镀锌后聚脂彩色粉末喷涂工艺,有多种色彩可供选择。立柱安装有预埋式和地脚螺栓两种方式。
1.护栏标准长度3000mm
2.护栏标准高度930mm
3.底座为高分子复合底座和镀锌钢板填砼底



铝艺护栏在节点严密无缝、可靠、美观时尚不生锈、绿色环保且寿命长,也给人们的生活提供了的保证。那么,铝艺护栏不生锈的原因是什么呢?
1、采用流行的组合穿插工艺,任何连接均采用改性工程尼龙连接件,无需焊接,确保基材不被破坏,增强防锈能力。
2、改性工程尼龙连接件具有的抗紫外、抗氧化、抗盐碱、耐侯、耐雾等机能均远远超过了防护栏连接件的一级尺度,并能承受每平方厘米1.83吨的冲击力,使用寿命为50年。
3、采用冲孔制作,出厂时以冲孔完毕可直接进行加工制作,安装快捷简便省工省时,免去以往自己冲孔的麻烦



构造形式景观桥梁栏杆的表面色彩的处理工艺有哪些呢?
1、烤漆:烤漆工艺流程是:在基材上每上一遍漆,就送入无尘恒温烤房进行烘干处理,如此反复三遍、四遍或以上。
2、喷漆:是一个比较简单的表面处理作业。只需要将油漆倒入专门的喷漆设备,用喷枪对准工件进行喷涂,等它自然干燥或是高温烘干即可,所以相对来说是一个简单的物理过程,在桥梁栏杆的生产中也是比较常见。
3、喷塑:也叫做喷粉,需要有专门的喷涂设备,所以经常要用到各种静电喷涂机、高压喷枪、烤炉、高温烤房、喷粉回收装置以及空气压缩机等等。它使用的涂料也和喷漆的液态油漆涂料不同,而是用一种特殊的固体粉末,将粉末经过静电处理后吸附在工件表面,然后送入高温烤房进行烘烤固化,当冷却后即可形成固态的涂层。